Opinion: Savvy Maintenance
Tense bolts: When using threaded fasteners in tension, it's all about the preload
nuts and bolts




They attach wings to the fuselage, cylinders to the crankcase, connecting rods to the crankshaft, and instruments and avionics to the panel. They hold on cowlings, fairings, inspection plates, floorboards, and just about anything else that might need to be removed to gain maintenance access. They’re so numerous and so familiar that we tend to take them for granted.
But, when used in safety-critical high-stress applications—such as holding on wings, cylinders, and connecting rods—there’s complexity to threaded fasteners that often is not well understood or fully appreciated by the maintenance personnel who are responsible for ensuring that they’re safe and secure. Mechanics often don’t treat these critical fasteners with the respect they deserve. The result can be scary.
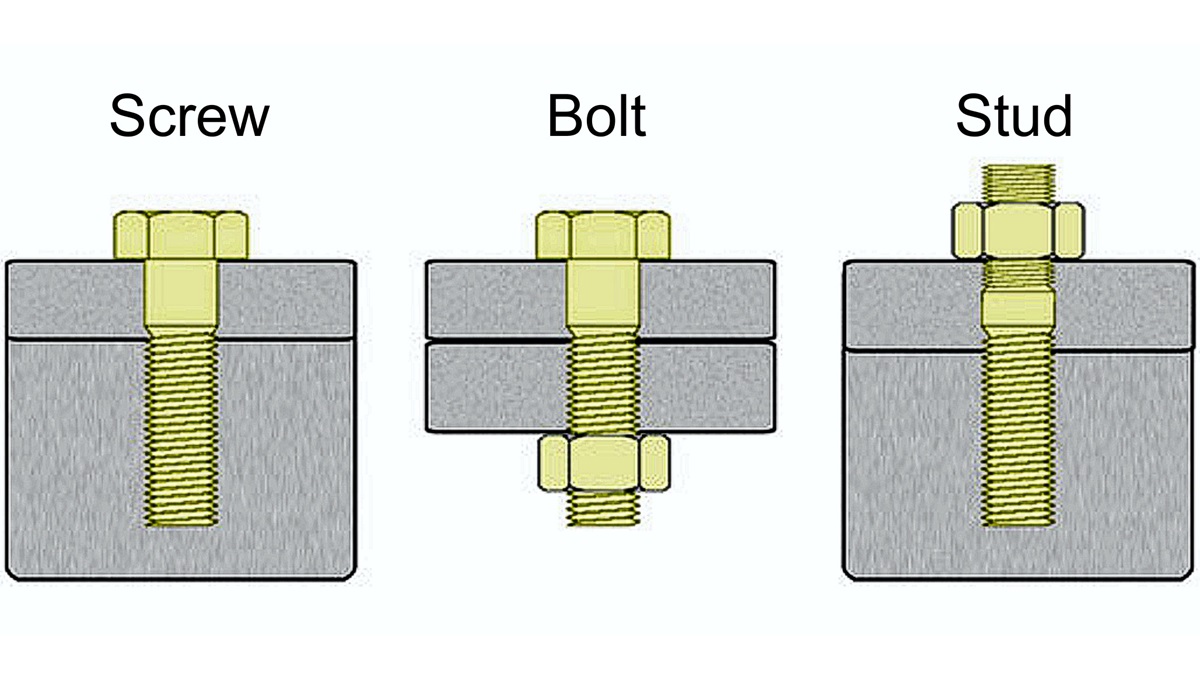
Threaded fasteners go by a variety of names. As a general rule, they are called bolts if they are designed to mate with one or two threaded nuts, screws if they are designed to mate with a threaded hole in one of the items to be joined, and studs if they are designed to mate with a nut on one end and a threaded hole on the other end.
The cylinders on most Continental and Lycoming engines are secured to the crankcase by eight threaded fasteners: six studs that thread into the crankcase casting on one end and mate with threaded nuts on the other end, plus two long through bolts that pass all the way through the crankcase and are secured by two threaded nuts.
This naming convention is often violated. For example, most machine screws are designed to mate with nuts and so they really should be called bolts. In this article, I’ll use the term bolted joint to refer to any joint that is held together by any kind of threaded fastener.
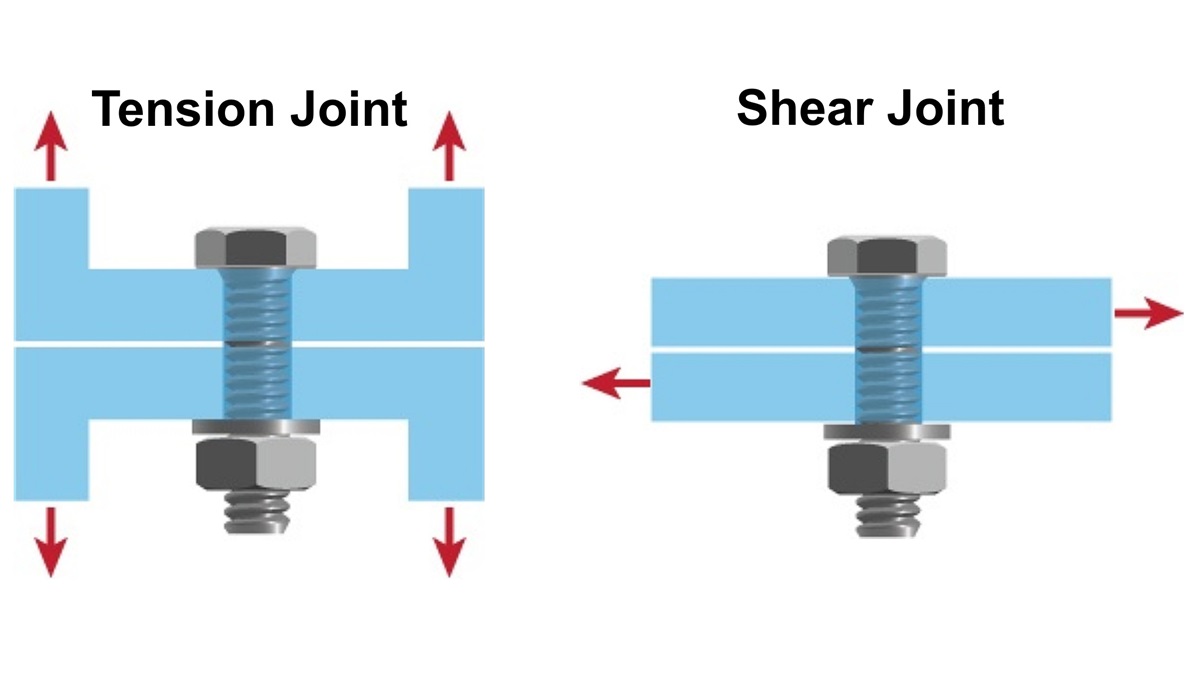
Bolted joints come in two basic flavors: those where the bolt is loaded in tension (i.e., along its axis) and those where the bolt is loaded in shear (i.e., at right angles to its axis). The wing bolts of Beechcraft Bonanzas and Barons are loaded in tension, while the wing bolts of Cessnas and Pipers are loaded in shear. The cylinder hold-down studs and through bolts and connecting rod bolts of Continental and Lycoming engines are all loaded in tension.
This article will focus on tension joints; we’ll look at shear joints next month.
How tension joints work
A bolted tension joint is one where loads are trying to pull the joint apart with forces parallel to the bolt’s axis. The bolt is tightened in order to prevent those forces from separating the joint. Think about the bolted joint that attaches a cylinder to the crankcase of a Continental or Lycoming engine—combustion forces in the cylinder are trying to pull that joint apart 1,200 times a minute
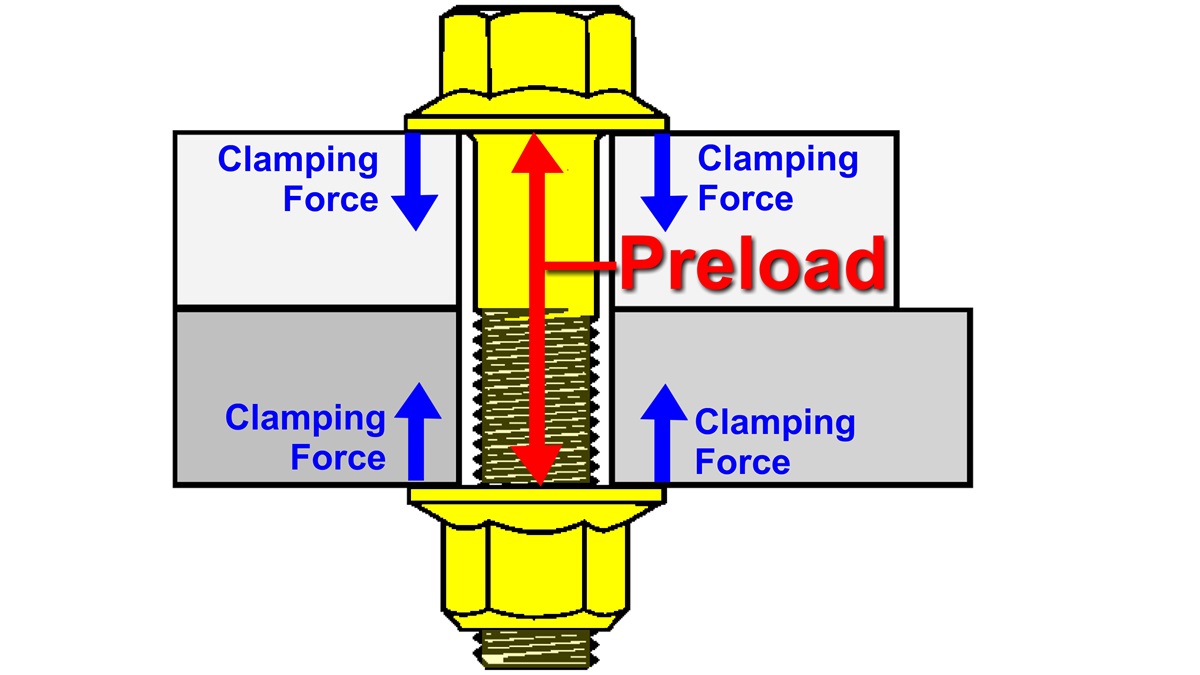
The key to understanding how such joints work is realizing that the tightened bolt is acting like a stretched spring (albeit a very stiff one). The more the bolt is tightened, the more it stretches. The stretching force on the bolt caused by tightening it is called preload and it creates the clamping force that holds the joint firmly together so that the joined items cannot separate.
The most popular method is using a calibrated torque wrench to tighten the bolt to a specified torque value. This method is simple and well understood by every mechanic. Unfortunately, it's also very inaccurate.Now, if you pull on a spring you can see it stretch. When you release the tension, the spring returns to its original shape. The technical term for this property is elastic. However, if you stretch a spring too much, it will deform and not return to its original shape—it will become plastic if stretched beyond its elastic limit.
The same is true of a bolt. There’s a limit to how far you can stretch it before it deforms permanently. It’s variously known as the elastic limit or the yield point of the bolt. So, to make the tension joint as strong as possible, the bolt should be tightened to obtain a preload that is close to but not beyond the bolt’s yield point. Critical fasteners typically have a proof load rating that provides a bit of safety margin below the actual yield point.
Why preload is crucial
Suppose we tighten the bolt and stretch it enough to create a preload of 2,000 pounds. That produces an equal but opposite 2,000-pound clamping force on the joint. Now we try to pull the joint apart with a load of, say, 1,500 pounds, the joint won’t budge. Because the joint doesn’t budge, the application of a 1,500-pound load doesn’t cause the bolt to stretch any more than it is already stretched. So, the bolt doesn’t “feel” the 1,500-pound load at all—not even if that load is applied cyclically 1,200 times a minute (as it would be if this were a cylinder hold-down joint). Since the bolt doesn’t “feel” the cyclic loads, it will never be subject to repetitive-stress fatigue. And since the joint doesn’t budge, there’s nothing to cause the nut to loosen and cause a loss of preload. (If you ever wondered why cylinder hold-down nuts don’t need cotter pins or safety wire, now you know.)
Now imagine the bolt is undertightened so that it has a preload of only 1,200 pounds. This changes everything. Each time the joint sustains a 1,500-pound load, the 1,200-pound clamping force isn’t enough to hold the joint firmly together. The joint will separate slightly under peak load. The separation will stretch the bolt, which will now feel every bit of that 300-pound preload deficit. If the load is applied to the joint cyclically 1,200 times a minute, then the bolt will be subject to 300-pound repetitive stress that could cause the bolt to develop fatigue cracking (typically at the threads) and ultimately fail catastrophically. Worse still, the repetitive separation of the joint would likely result in self-loosening of the nut, causing the bolt’s preload to be progressively lost and hastening catastrophic failure of the joint.
That’s why having adequate preload on the bolt (and therefore enough clamping force on the joint) is so crucial.
Not quite that simple
I just lied to you. My explanations made the implicit assumption that the bolt is the only part of the joint that acts like a spring. In the real world, that’s not quite true. As the bolt is tightened, not only does the bolt stretch a bit (like a stiff tension spring), but also the joint compresses ever so slightly (like an ultra-stiff compression spring).
What this means is that when load is applied to the joint, even if the load is less than the bolt’s preload (e.g., 1,500-pound load versus 2,000-pound preload), the load causes the joint to decompress ever so slightly, which causes the bolt to stretch ever so slightly. Thus, the bolt actually “feels” a small part of the load.
How much stress the bolt feels is a function of the relative stiffness of the bolt and the joint. If the joint is much stiffer than the bolt (which is usually the case), then the bolt feels very little load—this is referred to as a hard joint. But if the bolt is stiffer than the joint—a soft joint—then the bolt feels the lion’s share of the load. That’s why it’s important for the joint to be as stiff as possible and for the bolt not to be excessively stiff.
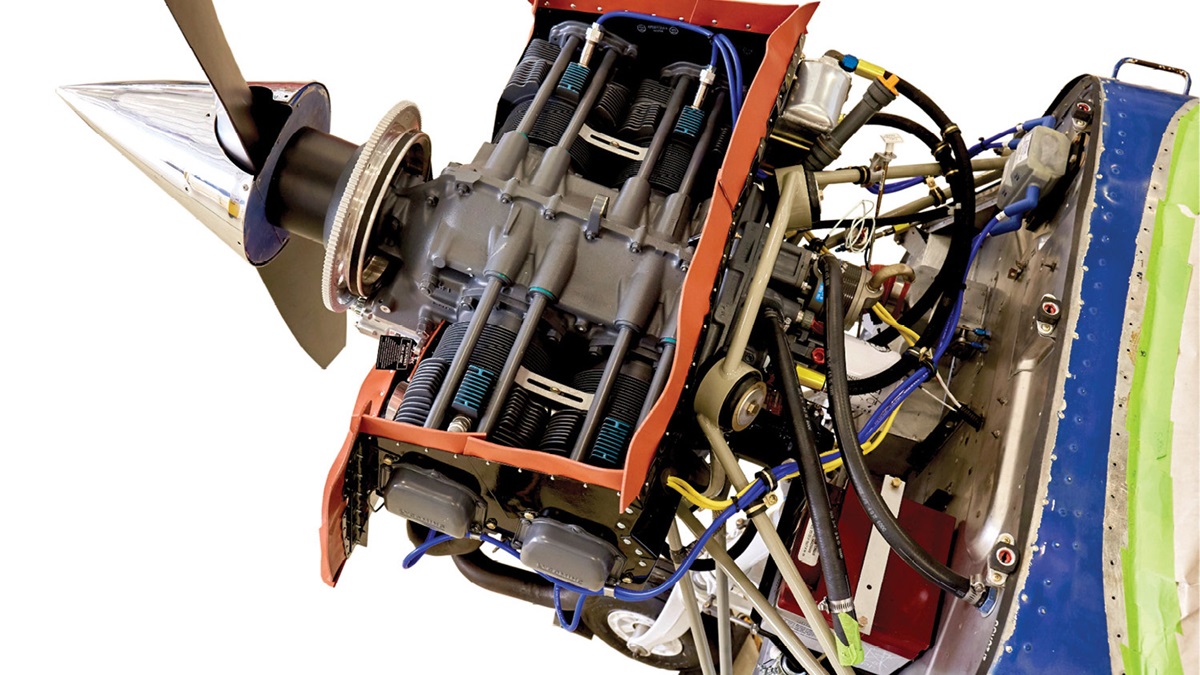
You’ll often find that critical bolts are manufactured with reduced-diameter shanks to make them less stiff and easier to stretch. You can see this clearly in the photo of Lycoming connecting rod bolts and a crankcase through bolt on the preceding page. By making the bolts more “stretchable” (i.e., less stiff), the joint becomes harder and the bolts feel less stress when the joint is under load.
Tightening the bolt
By far the most popular method of obtaining the necessary bolt preload is using a calibrated torque wrench to tighten the bolt to a specified torque value. This method is simple and well understood by every mechanic. Unfortunately, it’s also a very inaccurate method, a fact that is not well understood by most mechanics.
The reason the torque method is so inaccurate is that roughly 85 percent of the torque applied by the torque wrench is used to overcome friction, leaving only about 15 percent to actually stretch the bolt. One study showed that 47 percent of the torque is dissipated overcoming friction between the heads of the bolt and nut and the items being joined, and 38 percent is dissipated overcoming friction between the bolt and nut threads.
What’s worse, these frictional losses tend to be highly variable and difficult to predict. They’re profoundly affected by the presence or absence of lubricant, the presence or absence of plating, the condition of the threads (new, worn, damaged, or corroded, for instance), the use of washers or flange-headed nuts and bolts, and how many times the fasteners have been reused.
Studies have shown that when fasteners are tightened using the torque method, the resulting preload may vary by as much as 25 percent. Thus, tightening a bolt that should have a preload of 2,000 pounds using the torque method might result in a preload of anywhere between 1,500 and 2,000 pounds. Clearly not a good situation.
The most accurate way to obtain a predictable preload is to measure the stretch of the bolt. This is precisely how many Lycoming connecting rod bolts are tightened. The bolt length is measured with a special micrometer, then the nut is tightened until the micrometer shows that the bolt has stretched by a specified amount. This stretch method is extremely accurate and virtually guarantees that the resulting preload is spot-on.
Unfortunately, the stretch method is impractical for many kinds of tension joints. It’s impossible to use when tightening a screw or stud because one end of the fastener is inaccessible, so the fastener length can’t be measured accurately. It’s also infeasible when tightening engine through bolts because a micrometer big enough to bridge the entire width of the crankcase doesn’t exist. That’s why the less-accurate torque method is used.
However, a third method combines the simplicity of the torque method with an accuracy that’s nearly as good as the stretch method. Known variously as the torque-turn or torque-angle method, it’s widely used for tightening critical fasteners on everything from race cars to diesel locomotives. Inexplicably, however, it’s almost unheard of in GA maintenance, and that’s a shame.
Tightening a fastener using the torque-angle method involves two steps. First, a torque wrench is used to tighten the fastener to a specified “snug torque” to ensure that the joint is in metal-to-metal contact. Second, the fastener is further tightened by rotating it by a specified number of degrees to obtain the final preload, something that’s easy to do by using an inexpensive torque-angle gauge. This step results in a precise amount of stretch that is completely independent of friction, and therefore vastly more accurate than using torque alone.
Catastrophic engine failures following cylinder work are depressingly common and are almost always attributed to inadequate fastener preload during cylinder installation in the field. If Continental and Lycoming encouraged mechanics to use the torque-angle method to tighten through bolts and hold-down studs instead of the far less-accurate torque method, I’m convinced that many of these failures could be avoided. Why don’t they?
Mike Busch is an A&P/IA.
Email [email protected]
Web: savvyaviation.com